Optimizare profile |
|
Optimizarea presupune aranjarea elementelor de profil pe bare si capetii ramasi din debitari anterioare, astfel incat sa se obtina o pierdere minima de material si folosirea a cat mai putine bare.
Recomandari pentru utilizarea optimizarii
In general folosirea optimizarii presupune o organizare diferita a fluxului de productie.
Pentru a nu genera probleme suplimentare, profilele debitate nu trebuie sa ajunga la faza de lipire pana nu este gata seria de ferestre optimizata, timp in care acestea se depoziteaza, sortandu-se. Fazele de frezare si fixare a otelului se pot face intre debitare si depozitare sau cand este gata toata seria. Aceasta deoarece e posibil ca o jumatate de fereastra sa se debiteze la inceputul etapei si cealalta jumatate la sfarsitul etapei de debitare.
Aceasta metoda creste timpul dintre darea in executie si terminarea executiei unei ferestre cu pana la o zi, deoarece segmenteaza procesul de productie. Se poate reduce aceasta segmentare prin transe mai mici de optimizare.
Practic optimizarea este eficienta de la 5 ferestre in sus atingand un procent de pierdere de 0.7-1.8% . In general nu are rost sa se introduca intr-o optimizare mai mult 20-50 de ferestre deoarece nu se va obtine o optimizare sensibil mai buna dar va creste prea mult etapa de debitare.
Pierderea medie pentru:
| • | 5 ferestre este de 0.7-1.8% |
| • | 20 ferestre – 0.5-1.0% |
| • | 100 si peste – 0.4-0.6% |
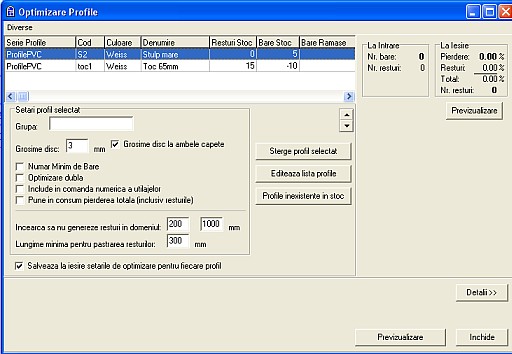
In cadrul optimizarii se pot modifica setarile de optimizare pentru fiecare profil in parte:
| • | Grupa: profilele din stocul pentru optimizare care se optimizeaza in acelasi fel, pe aceeasi masina de debitat, se pot pune in grupe pentru a lista documentele de optimizare separat pentru fiecare tip de masina. Ex.: tocul si cerceveaua se debiteaza pe un tip de masina - armatura, pragul pe alt tip de masina - baghetele pe alta masina. Pentru a fi listate documentele de optimizare separat pentru fiecare masina, articolele care se debiteaza pe aceeasi masina se pun in grupe (toc, cercevea in grupa PVC, armatura in Otel, etc.). |
| • | Grosimea discului: reprezinta grosimea panzei de circular pt. PVC sau a panzei de debitare a otelului. |
| • | Numar minim de bare - La optimizare se incearca folosirea unui numar minim de bare |
| • | Grosime disc la ambele capete: se seteaza de obicei doar pentru PVC |
| • | Optimizare dubla - Incearca mai multe metode de optimizare |
| • | Include in comanda numerica a utilajelor - daca se folosesc masini cu comanda numerica. Vezi Setari optimizare |
| • | Pune in consum pierderea totala (inclusiv resturile) |
| • | Incearca sa nu genereze resturi in domeniul: reprezinta dimensiunea capatului care ramane dintr-o bara. Algoritmul incearca, pe cat se poate, sa nu retina solutii care au dimensiunea capetilor in acest interval. |
| • | Lungime minima pentru pastrarea resturilor: resturile mai mici decat valoarea introdusa in acest camp sunt considerate pierderi |
| • | Salveaza la iesire setarile de optimizare pentru fiecare profil - daca este bifata va retine modificarile setarilor facute pentru fiecare profil in parte. Se pot face astfel setari speciale pentru o anumita optimizare fara a altera setarile facute anterior. |
Inainte de optimizare poate sa apara o lista a profilelor care nu se regasesc in stocul de bare si capeti. De asemena pot sa apara setarile pentru profilele care se folosesc pentru prima data in cadrul optimizarii pe calculatorul respectiv.
In momentul debitarii pe fiecare bucata de profil trebuie trecute date de indentificare. Pe capetii ramasi trebuie trecuta lungimea data de calculator deoarece la urmatoarele optimizari acestia vor fi recunoscuti prin lungimea lor teoretica si nu prin cea practic rezultata.